By Pat Valentine, PhD
Uyemura International Corporation
Southington CT
Abstract
Quality and continuous improvement are an integral part of the electronics industry. Poor quality is costly. Remediation costs of poor quality can cost a company 25% of its annual sales. Poor quality and the need for high reliability are the catalysts driving continuous improvement today. An in-depth review of quality and continuous improvement is presented.
Keywords: Quality, continuous improvement, quality tools, teams
The History of Quality
The concern for quality control and reduced product variation can be traced back centuries. Archaic quality control methods were used by the Xia Dynasty in 2100 BC in ancient China [1]. During the late 1290s in medieval Europe, guilds, the pre-cursor to unions, were responsible for product and service quality [2]. From 1700 to 1900, product quality was determined by the individual craftsman’s efforts [3]. At the close of the 19th century, Eli Whitney introduced standardized, interchangeable parts to simplify assembly [3]. In 1875 Frederick W. Taylor introduced the scientific management principles, which divided work into smaller, more easily accomplished tasks [3]. Frederick W. Taylor believed the key to productivity and improved quality was knowledge, organization, and leadership. In 1903 Karol Adamiecki developed the harmonograph, a chart depicting workers' movements and actions indicating the causes of low productivity and potential quality issues [4]. Quality principles were accelerating at the beginning of the 20th century as manufacturers began to shift from purely focusing on their production economy to balancing the number of products produced while meeting increased consumer demands for quality.
In 1901, the Engineering Standards Committee was formed in Great Britain to establish imperial standards in all fields [3]. In 1906, the International Electro-Technical Committee was created to prepare and publish international standards for all electrical, electronic, and related technologies. By 1930, most industrialized countries had established national standards organizations. Most of these national standards organizations were linked to the International Federation of the National Standardizing Association, formed between 1926 and 1928. Global standard settings were stifled during the Great Depression of the 1930s and were furthered hampered in 1939 with the beginning of World War II.
In 1941, the United States entered World War II. The U.S. Government enacted legislation to switch the civilian economy to military production. During this time, military contracts were typically awarded to the lowest bidding manufacturer. Product quality was determined by inspection after delivery. This quality inspection method consumed copious amounts of human resources and led to recruiting and retaining problems. With Bell Labs and Dr. Walter Shewhart's help, the military adopted sampling inspection techniques to save time and resources [2, 3].
When World War II ended in 1945, global quality standards entered a renaissance period that would accelerate over the next 70 plus years. The years 1946-1947 were significant because of the formation of the American Society for Quality Control (ASQC) and the International Organization for Standardization (ISO). Quality management standards began focusing on a product's value for customers, increasing product quality, increasing production speeds, and understanding the ramifications of stakeholders' economic activity.
During the 1960s, a paradigm shift occurred in quality thinking, that of identifying potential risks and problems before they surfaced. The paradigm shifted again in the 1980s with the concept of focusing on customer quality requirements during product development. Designed experiments and other statistical quality methods became popularized across many industries. Lean manufacturing gained recognition outside of Japan. During the 1980s, Motorola initiated their Six Sigma program, the U.S. Congress established the Malcolm Baldridge National Quality Award, and the ISO published their first quality systems standard. During the 1990s, lean principles spread from manufacturing entities to service organizations. In 1998, the American Society for Quality Control changed its name to the American Society for Quality (ASQ) to serve diverse industries better. During the 2000s, the ISO issued their global quality standards ISO 9001:2000 and ISO 9001:2008. In 2015, ISO published their fifth edition of ISO 9001:2015 quality management system. The ISO released documents ISO 13053-1:2011, ISO 18404:2015, and several other standards covering Lean Six Sigma. The cost of poor quality, the need for reliable products, product safety, and world goods globalization is driving the uniform quality standards movement.
The Cost of Poor Quality
The costs of poor quality include all cost incurred for not making or providing a perfect product or service the first time and includes scrap, rework, re-purchasing raw materials, labor, and inventory [5]. Companies operating at three sigma quality levels can spend about 25% of their annual sales remediating poor quality costs [6]. Other estimates put the costs of poor quality in the range of 25 to 40% [7]. Poor quality can destroy a company.
Unexpected product failures (poor reliability) significantly increase selling, general, and administrative (SG&A) costs, lead to increases in inventories and fixed assets required to support operations. These indirect costs erode profitability more than the amount directly attributable to warranty claims processes. Product recalls negatively impact businesses financially and result in adverse publicity.
Printed circuit board assemblies (PCBA) are becoming more complex, resulting in an increased need for quality and reliability to reduce No-Fault Found failures (NFF). No-Fault Found failures occur during a product’s use, but the fault is not found during subsequent post-mortem evaluation. As PCBA complexity increases, there is a related increase in multiple failure modes. As multiple failure modes increase, so does the NFF paradigm. Every failure mode may have dozens of possible causes resulting from latent manufacturing defects.
The need for high quality and reliability in aerospace applications is paramount. The aerospace industry is just one of many sectors requiring the need for high quality. Similar quality and reliability needs abound in the medical industry. The FDA (https://www.fda.gov) lists numerous examples of medical product recalls and quality issues related to faulty PCBA. There are hundreds of defects that impact the quality of printed circuit boards and printed circuit board assemblies [8, 9]. Many continuous improvement activities are undertaken to improve the quality and reliability of PCBAs.
Continuous Improvement
Continuous improvement = continuous change. For an organization to improve, it must have a culture that embraces change. The difficulty is determining and measuring culture within an organization. Organizational culture can be ambiguous and formidable to quantify. Organizational culture is a shared belief system consisting of an organization's philosophy, traditions, shared expectations, work ethics, and values that hold it together.
Given any improvement situation, one must define the problem in a process, design and manage a series of simple, efficient data collections, analyze data, determine what to do, present to management, and maintain the improvements over time. An optimized continuous improvement culture leverages leadership/management, innovation, 3S thinking, and human resources.
Both leadership and management are crucial for success. Leadership and management have specific individual responsibilities and shared organizational commonalities, see figure 1. Management's focus is on operational excellence. Management does this by influencing the motion of human resources. Methods include meeting short-term goals, improving reliability and efficiency, mitigating risk, and continuous improvement. Leadership's focus is on innovation. Leadership does this by influencing the direction of the organization. Methods include visionary leadership, rethinking, reengineering, and change management. An organization needs both leadership and management. Leadership without management is mediocracy; management without leadership is disastrous.
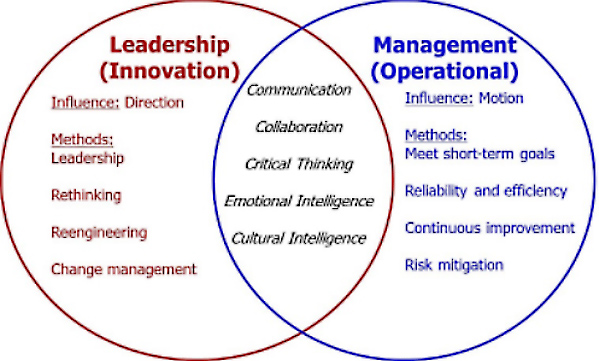
Figure 1. Leadership and management
Innovation requires abrasion, agility, and resolution [10]. Abrasion is about creating ideas through discussion, sometimes very passionate discussions. Abrasion blends team diversity and conflict to get the best ideas to the forefront. Agility allows the team to test ideas through discovery-learning. Agility blends structured scientific thinking with the unstructured artistic process. Resolution takes the team from divergent to convergent thinking. Resolution allows the team to combine different ideas and approaches into the best possible solution.
The 3S thinking encompasses three areas that fall under the umbrella of critical thinking. These three areas are Systems, Statistical, and Scientific thinking. Systems thinking breaks down the value stream into three parts. The system is a collection of interrelated processes. Systemic is a holistic look at the collection of all processes. Systematic is an approach that is organized, step-by-step, scientific, and logical. Statistical thinking views all work as a function process, f(x1…xn), acknowledges variation, σ, exists in all processes, and recognizes that knowledge and management of variation are critical for success. Scientific thinking is a five-step process. These five steps require the researcher to make observations, propose a hypothesis, design and conduct an experiment, analyze the data, accept or reject the hypothesis, and, if necessary, propose and test a new hypothesis. Scientific thinking promotes logical, not emotional thinking.
Human resource practices include employee recruitment, job duties training, employment security, career advancement paths, teamwork opportunities, performance-related pay, and communication. Critical human resource practices boil down to communication and training. Communication includes establishing an open dialog and developing a culture of trust and collaboration. Training includes teaching employees to use new tools and processes and establishing an environment conducive to learning and continuous improvement. Ultimately, every employee’s job, from the janitor to the president, is to “add value and solve problems.”
Humans are hardwired to solve problems. Teams and teamwork are crucial for continuous improvement. Team members, and therefore each team, have three problem-solving resources from which they can draw from. These problem-solving resources are technical skills or knowledge (what do I know?), intellectual capacity (what ‘horsepower’ do I bring?), and cognitive style (how do I prefer to solve problems).
Team members gain knowledge by working with experienced colleagues on various continuous improvement projects. Intellectual capacity is an individual's ability to think critically, see connections between disciplines, and problem solve in changing situations. Cognitive style can be measured, enabling diversification of continuous improvement teams.
The Kirton Adaption-Innovation inventory (KAI) measures cognitive style. When one applies their skills and intellectual horsepower to a problem, do they prefer creative adaption (Edison) or creative innovation (Einstein)? Dr. M.J. Kirton developed the Adaption-Innovation theory in 1976. KAI score distribution range from 40 (Adaption) to 150 (Innovation), see figure 2. An individual's KAI score is unaffected by their age, IQ, job level, culture, or educational level. There is a paradox of structure: We need it to solve problems… but too much limits us. Cognitive team diversity maximizes continuous improvement efforts and solutions. If they are developed, diversified teams can resolve a wide range of strategic and tactical problems. Cognitive diversity must be coached and challenged if it is to be exploited.
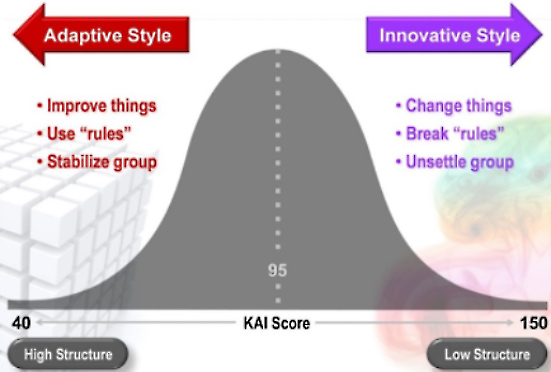
Figure 2. KAI distribution of scores.
All quality management systems (QMS) contain an element of continuous improvement. For example, the ISO has seven quality management principles, with principle five focusing on continuous improvement. The Aerospace (AS) 9100 quality management system is an extension of the ISO 9001 quality management system platform. AS 9100 uses the process approach, incorporating the Plan-Do-Check-Act (PDCA) cycle and risk-based thinking. Total Quality Management (TQM) is a fact-based philosophy that defines quality as customer fulfillment and satisfaction. TQM puts the customer as the central focus and implements continuous improvement efforts to fulfill customers' needs. In the late 1990s and early 2000s, Lean Manufacturing and Six Sigma began amalgamating into a single quality management system known as Lean Six Sigma. Lean Six Sigma strives to achieve increased process speeds, eliminate wastes, and reduce defects and variation using Lean Manufacturing principles and Six Sigma tools. No matter what QMS is used, they typically share standard continuous improvement tools, see figure 3.
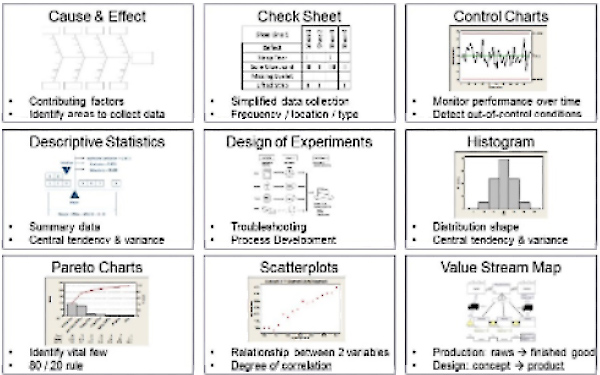
Figure 3. Continuous improvement tools.
In addition to the nine standard continuous improvement tools shown in figure 3, there are four common continuous improvement activities. Combining continuous improvement tools with continuous improvement activities produces a synergistic effect. The continuous improvement activities are Gemba Walks, Six-S (6S), Kaizen Events, and Benchmarking.
Gemba walks are activities in which one goes to and sees the place where the work is happening. Is the process designed to achieve its purpose? Are operators engaged to accomplish this purpose? Continuous improvement teams discover wastes to eliminate by searching for symptoms rather than prescribing solutions. These teams rely on operators to provide valuable information.
Five S (5S) is a workplace environmental hygiene technique that originated in Japan. In modern applications, Safety is segregated out for heightened awareness. The six S’s stand for Sort, Straighten, Shine, Standardize, Sustain, and Safety. Six-S (6S) enables anyone to distinguish between normal and abnormal conditions at a glance. Six-S is the foundation for continuous improvement, zero defects, cost reduction, and a safe work area.
Kaizen events are changes for the good; compact continuous improvement activities. Kaizen development is credited to Toyota Motor Company. Kaizen events have a simple tactical focus, employ intellectual capital before money, look for “no brainer” fixes, and are short (2-5 days).
Benchmarking is a systematic process of searching for best practices, innovative ideas, and highly effective operating procedures that lead to superior performance. Benchmarking activities focus on either process, performance, or strategy. Process - seeks to identify the most effective operational practices. Performance - price, technical quality, ancillary product or service features, speed, reliability, and other performance characteristics. Strategic - longer-term competitive patterns. Unlike traditional internal continuous improvement tools and activities, Benchmarking is unique and occurs within the organization, within the industry, or entirely outside the industry.
Continuous improvement projects culminate with either adopting, adapting, or abandoning the proposed solution. Adopting accepts and implements the entire solution, whereas adapting cherry-picks select attributes of the solution. Abandoning rejects the solution in its entirety. Ideally, continuous improvement solutions are simple, quick, and effective. Lastly, knowledge management comes into play. The team must formally document the project and knowledge learned. An A3 report format or equivalent should be used.
Conclusion:
Quality and continuous improvement activities share a long and impressive history. The cost of poor quality and the need for high reliability are the catalysts driving continuous improvement today. Continuous improvement requires continuous change. It is paramount that organizational leaders and managers develop a culture of continuous improvement. Leadership without management is mediocracy; management without leadership is disastrous. All employees must realize their primary function is to “add value and solve problems.” Quality management systems (QMS) contain an element of continuous improvement and share common tools and activities. Having an excellent foundational understanding and applicational knowledge of these tools and activities is crucial. Human resources are the most important resources of all, and priority needs to be set to develop their talents.
References
[1] Kemenade, E. (2014). Theory C: The near future of quality management. The TQM Journal, 26(6), 650-657
[2] American Society for Quality (n.d.). History of quality [Quality topics A to Z]. Retrieved from http://asq.org/learn-about-quality/history-of-quality/overview/overview.html
[3] Montgomery, D. (2013). Introduction to statistical quality control (7th ed.). Hoboken, NJ: John Wiley & Sons.
[4] Debicki, B. (2015). Forgotten contributions to scientific management: Work and ideas of Karol Adamiecki. Journal of Management History, 21(1), 40-67
[5] Pyzdek, T. & Keller, P. (2013). The handbook for quality management 2nd Ed. United States: McGraw-Hill Companies.
[6] Imler, K. (2006). Get it right. A strategic guide to quality systems. Milwaukie, WI: ASQ Press.
[7] Buthmann A. (2017). Cost of quality: Not only failure costs [Web log post]. Retrieved from https://www.isixsigma.com/implementation/financial-analysis/cost-quality-not-only-failure-costs/
[8] Association for Connecting Electronics (2016). Acceptability of printed boards (Standard No. IPC-A-600J). Bannockburn, IL: IPC
[9] Association for Connecting Electronics (2014). Acceptability of electronic assemblies (Standard No. IPC-A-610F). Bannockburn, IL: IPC
[10] Hill, L., Brandeau, G., Truelove E. & Lineback, K. (2014). Collective genius: The art and practice of leading innovation. Boston, MA: Harvard Business Review Press
Biography
Patrick Valentine is the Technical and Lean Six Sigma Manager for Uyemura USA. As part of his responsibilities, he teaches lean six sigma green belt and black belt courses. He holds a Doctorate Degree in Quality Systems Management from New England College of Business, Six Sigma Master Black Belt certification from Arizona State University, and ASQ certifications as a Six Sigma Black Belt and Reliability Engineer. Patrick can be contacted at pvalentine@uyemura.com